MisterChrister
Quintessential Chatty Farker
- Joined
- Apr 28, 2012
- Location
- Wis-con-sin
I'm FINALLY getting around to building the all-stainless insulated cabinet smoker that I've been dreaming about for years! I used to run a custom millwork shop, so measuring, marking, jigs/fixtures, tools, and exacting tolerances are no sweat; but translating those skills from wood to metal (especially stainless) is another story! I have VERY little metalworking experience, but I'm determined to patiently learn as I go. I have a few questions for experienced metal fab guys (or gals!), especially those who've worked with stainless a lot.

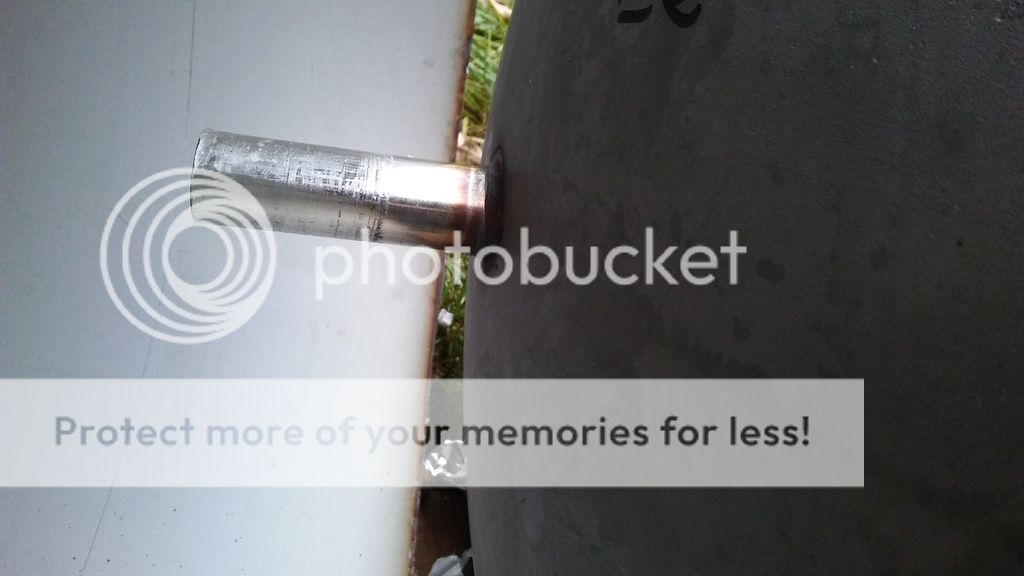
Basically, this was a liquid carbon dioxide storage tank that I got last year, specifically for this project. It's actually a tank within a tank, all food grade 304 stainless construction. The outer shell is approximately 26x50, and the inner (thicker) pressure vessel is roughly 24x47. I'll know exact dimensions when I get in there. The plan is to make a large door on top for access to the cooking chamber/grate area, and a smaller door below to access the fire basket. I'm planning to have a 3/8" thick diffuser plate/baffle full of drilled holes between the fire and cooking chambers.
First, I need to deconstruct what's here. I need to make a cut all the way around the circumference near the top, remove the inner vessel and the pipes that go in/out of it, as well as the cold-rated insulation from the air space between the tanks to replace it with rock wool. This brings me to my first question:
I'll be mig welding this all back together (.030 / 308L wire with tri-mix gas). Since this tank is definitely 304, the manufacturer PROBABLY used 308 filler metal when they fabbed it 20+ years ago, but they no longer have the spec book from back then (I checked), and can't guarantee it; it's possibly 347 filler, or even something else. Not likely, but not impossible. Will I be ok to split the dome top of this off right AT the existing weld, do my stuff inside, then weld back to the old weld seam, hoping it's 308 like my new wire? I'm thinking this is pretty much a multi-pass weld, just with 20 years between passes! Will it bond good enough for what this non-structural project is, even if it's not the same material in the old and new beads? I'd rather not have two welds really close to each other at eye level (all the way around the tank like twin racing stripes!) if at all possible, but will live with it if it means not having my welds pop loose later.
Next question is regarding the material to join the inner and outer vessels together at the doors & door openings; "jambs" if you will. As I mentioned, the inner vessel is thicker than the outer. How important is it to make the "jamb" material the same thickness as one or the other vessels? Should I split the difference so I don't risk burn-through or under-penetration by having my current set too high or low? The outer skin is approximately 3/32" and the pressure vessel inner tank is probably closer to 5/32" or even 3/16", if that helps.
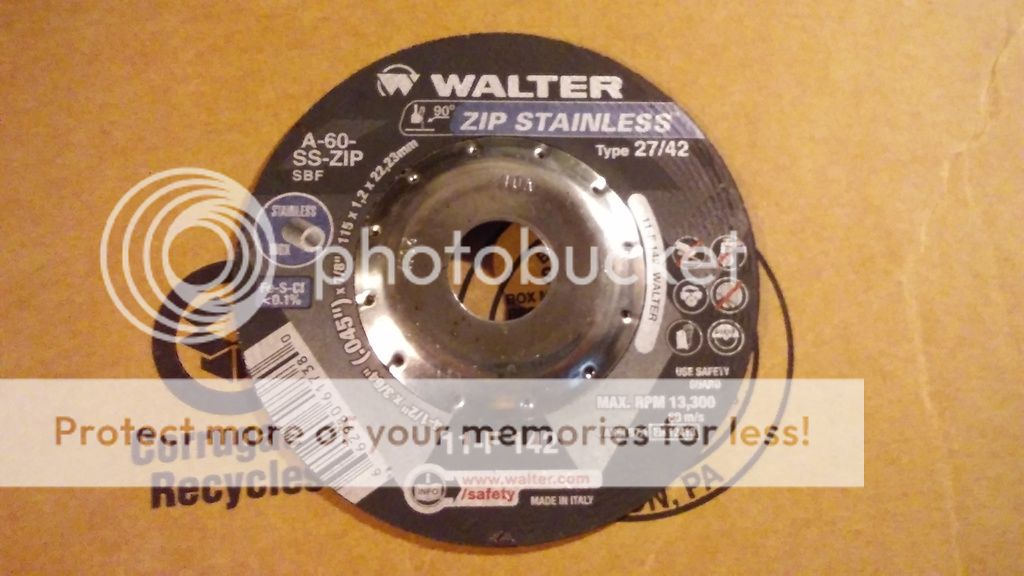
Last question for tonight, and probably not as much of a question as I'd like, as I really don't know what other options I have at home in my garage. Are these cutoff wheels going to be ok? I thought I heard somewhere that you can overheat stainless and actually cause it to rust if you're not careful how you cut it. I can't see using any sort of cutting fluid to reduce friction and heat while doing all of the cutting I need to do. That said, if someone in the know tells me "dude, you're going to screw up the whole point of stainless with an angle grinder and those wheels, dry", I'll try REALLY hard to go another route. I REALLY want this project to be done just right, the first time. I don't have access to a huge bandsaw, water jet, etc., but could MAYBE muster a plasma cutter if my current plan is a definite "no-go".
If y'all have any other ideas or thoughts, I'm all ears! Thanks for any help or insight you can offer, and PLEASE have patience; this thread is going to be around awhile before I'm finished as I'm REALLY short on free time for projects! Oh yeah, please forgive me Mopar & Ford fans - I'm a "Bowtie 'til I die" guy, so "S.S./SuperSport" seemed appropriate, especially for an All-SS rig! :mrgreen:
Basically, this was a liquid carbon dioxide storage tank that I got last year, specifically for this project. It's actually a tank within a tank, all food grade 304 stainless construction. The outer shell is approximately 26x50, and the inner (thicker) pressure vessel is roughly 24x47. I'll know exact dimensions when I get in there. The plan is to make a large door on top for access to the cooking chamber/grate area, and a smaller door below to access the fire basket. I'm planning to have a 3/8" thick diffuser plate/baffle full of drilled holes between the fire and cooking chambers.
First, I need to deconstruct what's here. I need to make a cut all the way around the circumference near the top, remove the inner vessel and the pipes that go in/out of it, as well as the cold-rated insulation from the air space between the tanks to replace it with rock wool. This brings me to my first question:
I'll be mig welding this all back together (.030 / 308L wire with tri-mix gas). Since this tank is definitely 304, the manufacturer PROBABLY used 308 filler metal when they fabbed it 20+ years ago, but they no longer have the spec book from back then (I checked), and can't guarantee it; it's possibly 347 filler, or even something else. Not likely, but not impossible. Will I be ok to split the dome top of this off right AT the existing weld, do my stuff inside, then weld back to the old weld seam, hoping it's 308 like my new wire? I'm thinking this is pretty much a multi-pass weld, just with 20 years between passes! Will it bond good enough for what this non-structural project is, even if it's not the same material in the old and new beads? I'd rather not have two welds really close to each other at eye level (all the way around the tank like twin racing stripes!) if at all possible, but will live with it if it means not having my welds pop loose later.
Next question is regarding the material to join the inner and outer vessels together at the doors & door openings; "jambs" if you will. As I mentioned, the inner vessel is thicker than the outer. How important is it to make the "jamb" material the same thickness as one or the other vessels? Should I split the difference so I don't risk burn-through or under-penetration by having my current set too high or low? The outer skin is approximately 3/32" and the pressure vessel inner tank is probably closer to 5/32" or even 3/16", if that helps.
Last question for tonight, and probably not as much of a question as I'd like, as I really don't know what other options I have at home in my garage. Are these cutoff wheels going to be ok? I thought I heard somewhere that you can overheat stainless and actually cause it to rust if you're not careful how you cut it. I can't see using any sort of cutting fluid to reduce friction and heat while doing all of the cutting I need to do. That said, if someone in the know tells me "dude, you're going to screw up the whole point of stainless with an angle grinder and those wheels, dry", I'll try REALLY hard to go another route. I REALLY want this project to be done just right, the first time. I don't have access to a huge bandsaw, water jet, etc., but could MAYBE muster a plasma cutter if my current plan is a definite "no-go".
If y'all have any other ideas or thoughts, I'm all ears! Thanks for any help or insight you can offer, and PLEASE have patience; this thread is going to be around awhile before I'm finished as I'm REALLY short on free time for projects! Oh yeah, please forgive me Mopar & Ford fans - I'm a "Bowtie 'til I die" guy, so "S.S./SuperSport" seemed appropriate, especially for an All-SS rig! :mrgreen:


")